
Ve výrobě forem je „vysoká přesnost“ jedním z výrazů, které lidé často přehazují, ale v dílně to může znamenat velmi odlišné věci. Z mých let spolupráce skonektorové formya optických dílů, vysoká přesnost není jen číslo na výkresu – jde o to, jak se forma chová při opakovaných cyklech a kolik seřízení vyžaduje při zkušební montáži.
Pamatuji si jeden projekt, kde standardní vložka vypadala na papíře dobře. Prvních pár výstřelů bylo v pořádku, ale u třetí série drobné nesouososti způsobily záblesky podél okrajů. Vyměnili jsme přesnou vložku a najednou problém zmizel. Tehdy mi to opravdu klaplo: nejde o dokonalost na papíře, ale o stabilitu ve výrobě.
Podrobné srovnání vizPřesné břitové destičky vs. standardní břitové destičky
.
Tolerance je často mylně chápána. Někteří inženýři si myslí, že těsnější znamená vždy lepší, ale ve skutečnosti musí tolerance odpovídat aplikaci.
Jednou jsme například vyzkoušeli ±0,002 mm na nekritické funkci polohování. Náklady na obrábění raketově vzrostly a součást si nevedla znatelně lépe. Na druhou stranu kritické referenční povrchy potřebují ±0,005 mm nebo více. Rozdíl je v konzistenci, nejen v počtu.
Rádi to považujeme za vhodné dílky puzzle. Pokud jsou okraje příliš volné, forma se posune. Příliš těsné a při montáži se trápíte. V každém případě to stojí čas a může způsobit stres, který zkracuje životnost nástroje. Správné určení tolerancí – tam, kde na tom skutečně záleží – je trik.
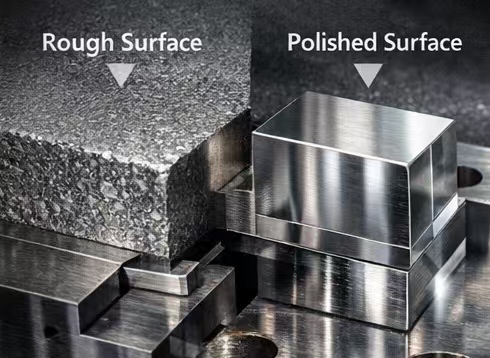
Povrchová úprava je často podceňována. Leštěný povrch nejen hezky vypadá; ovlivňuje to, jak se břitové destičky zasouvají na místo, jak se rozkládá zatížení a jak dochází v průběhu času k opotřebení.
V praxi se zaměřujeme na funkční povrchy: těsnicí plochy, kontaktní plochy a viditelné povrchy výrobků. Vnitřní plochy, které se nedotýkají plastu nebo jiných vložek, nepotřebují extrémní lesk. Viděl jsem případy, kdy bylo zrcadlové provedení provedeno všude, ale nezlepšilo výkon – pouze zvýšilo náklady a dodací lhůtu.
VidětPřesné břitové destičky vs. standardní břitové destičky
pro příklady z reálného světa, jak povrchová úprava ovlivňuje chování formy.
Opakovatelnost je to, co odděluje skutečně přesné břitové destičky od standardní. Nestačí, že vložka jednou pasuje; po demontáži, čištění nebo výměně součásti se musí vrátit do stejné polohy.
Konektorové formy aoptické komponentyjsou obzvlášť citlivé. Posun o 0,01 mm v zarovnání může vést k vadným produktům nebo zvýšenému záblesku. Podle mých zkušeností kontrola opakovatelnosti před provedením návrhu ušetří hodiny při zkušebních úpravách.
Někdy dokonce označíme referenční hrany a v dílně provedeme několik cyklů montáže a demontáže, abychom to ověřili. Je to zdlouhavé, ale náklady na jeho vynechání jsou ve výrobě vyšší.
Více o formách konektorů vizPřesné součásti forem pro konektorové formy
.
Cílem jsou výkresy, ale obrábění to dělá skutečným. Roli hraje stabilita CNC stroje, řezné parametry, opotřebení nástroje a tepelné vlivy. I perfektně navržená vložka může být zničena, pokud proces není kontrolován.
Dalším kritickým bodem je kontrola. Při kontrole rozměrů až na konci výroby často chybí drift při obrábění. Kritické dimenze měříme v několika fázích, abychom včas zachytili problémy.
Vysoce přesné obráběnínení jen o efektních strojích – jde o opakovatelný, řízený proces. Zjistili jsme, že konzistentnost procesu je často důležitější než absolutní tolerance.
Ne každá forma těží z extrémní přesnosti. Použití vysoce přesných vložek pro jednoduchá plastová pouzdra je přehnané. Zvyšuje náklady a dodací lhůty bez zlepšení stability výroby.
Přesné vložky jsou nutné, když:
Rozměrová přesnost přímo ovlivňuje kvalitu produktu
Více komponentů musí do sebe dokonale zapadat
Forma poběží stovky tisíc cyklů
V jednodušších formách mají standardní vložky s rozumnými tolerancemi často dobrý výkon. Volba správné úrovně přesnosti na základě aplikace, materiálu a objemu výroby je chytřejší přístup.
Vysoce přesné vložky foremnejsou definovány jedním číslem nebo povrchovou úpravou. Jsou výsledkem společné kontroly tolerance, kvality povrchu, lícování, opakovatelnosti a procesu obrábění.
Z mého pohledu není cílem honit se za nejmenšími tolerancemi. Jde o dosažení konzistentního, předvídatelného a stabilního výkonu tam, kde je to skutečně důležité – omezení zkušebních úprav, vyhnutí se defektům a udržení hladkého chodu forem.
Chcete-li získat další pokyny, zkontrolujteVysoce přesné obrábění a přesné součásti forem abyste viděli, jak se tyto principy uplatňují v různých formách.













