
Řešení úniku tepelného běžceXP forma
Běžné příznaky úniku
Prosakování trysky: Vyléčené plastové hromadění kolem tipů
Rozloučení linie záblesky: Přebytečný materiál na okrajích produktu
Nestabilita teploty: odečtění zóny zóny topného
Tlakové poklesy: vyžaduje vyšší injekční sílu
Analýza XP formy
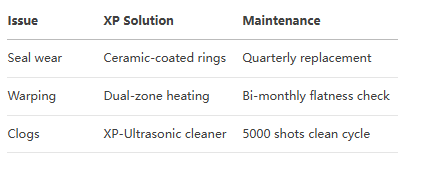
1. Selhání těsnění
Degradace O-kroužku: těsnění XP High-Temp Viton® vydrží 300 ° C+
Uvolňování vlákna: Naše trysky z měděné slitiny minimalizují mezery tepelné roztažení
2. Strukturální problémy
Difaliční deformace: Titanium stabilizované destičky XP udržují ≤0,01mm rovinnou
Špatné obrábění: Všechny komponenty XP dosahují povrchové povrchové úpravy RA <0,2 μm
3. provozní chyby
Přehřátí: Sledujte profily teploty specifických pro XP
Kontaminace: Používejte čisticí pelety XP-C3 měsíčně
Stupnice řešení
🚨 reakce na mimořádné situace
Uzavření bezpečnosti: UdržujteplíseňZAVŘENO
Cool & Clean:
Snížit na 200 ° C.
Použijte mosaznou soupravu XP-T100
Dočasná oprava: Naneste vysoko-teplotní pastu XP-SEAL8
🔧 Plán prevence
Protokol údržby XP
✅ Instalace:
Naneste XP-Grease700 na těsnění
Trysky točivého momentu na 25nm (včetně točivého momentu XP)
✅ Teplota:
Rampa-up 20 ° C/hodina pro nové formy
± 3 ° C stabilita s řadiči XP-PID
✅ Denní kontroly:
✔ Čistota špičky trysky
✔ Hodnoty odporu topení
✔ Konzistence tlakové křivky
Proč zvolit XP Mold?
✓ Osvědčené návrhy: 15+ let v tepelných systémech
✓ Rychlá podpora: 24/7 Technická horká linka
✓ Vlastní řešení: Pošlete data plísní pro doporučení přizpůsobené
"PřesnostNeděje se náhodou - je navržen XP. “












