
Tajemství pro rozšířeníVstřikovací plíseňŽivot: Kompletní průvodce od výběru materiálu základního materiálu po údržbu
1. Core Material Výběr - Základ dlouhověkosti plísní
Porovnání výkonnosti materiálů Common Core:
Pokyny pro výběr materiálu:
2. Kritické parametry tepelného zpracování
Standardní proces vakuového tepelného zpracování:
Možnosti vylepšení povrchu:
3.. Pět základních postupů denní údržby
Standardy čištění:
Správa mazání:
Prevence rzi:
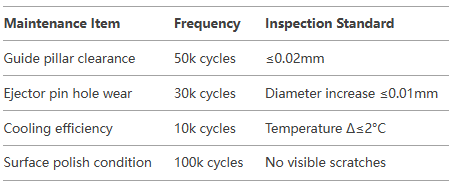
4. Pravidelný plán údržby
5. Odstraňování problémů s běžnými problémy
Řešení pro praskání:
Ošetření rzi:
Noste kompenzaci:
6. Techniky praktického prodloužení života
Optimalizace výroby:
Osvědčené postupy úložiště:
Průvodce rozhodování o opravě:
Prostřednictvím tohoto systematického výběru materiálu, údržby a péče o péči lze životnost vstřikovacích plísní zvýšit o 50%-100%, což výrazně snižuje výrobní náklady. Pro přizpůsobená řešení prodlužování života plísní prosím kontaktujteXP formaTechnický tým.











